


S-SEN Metal, професійний постачальник деталей із покриттям із покриттям, використовує передову технологію обробки поверхні, сувору систему контролю якості та індивідуальні можливості обслуговування, щоб надавати високоякісні та економічно ефективні рішення для покриття для різних галузей промисловості по всьому світу. Ми розвиваємо цю сферу протягом багатьох років, підтримуючи наші професійні виробничі можливості, інтегруючи кілька основних процесів, таких як гальванічне покриття, гаряче цинкування та анодування.
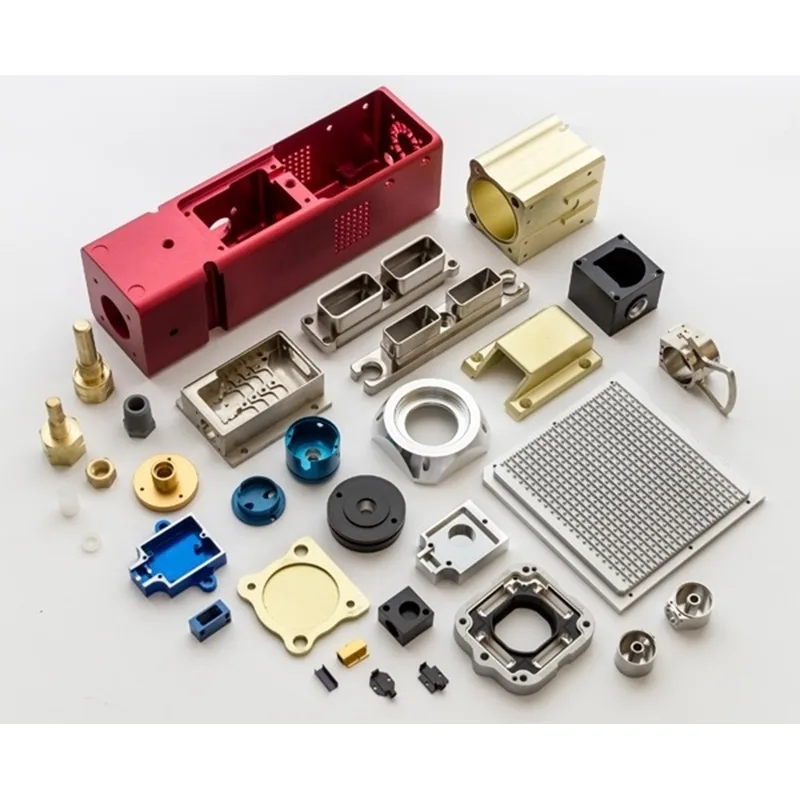
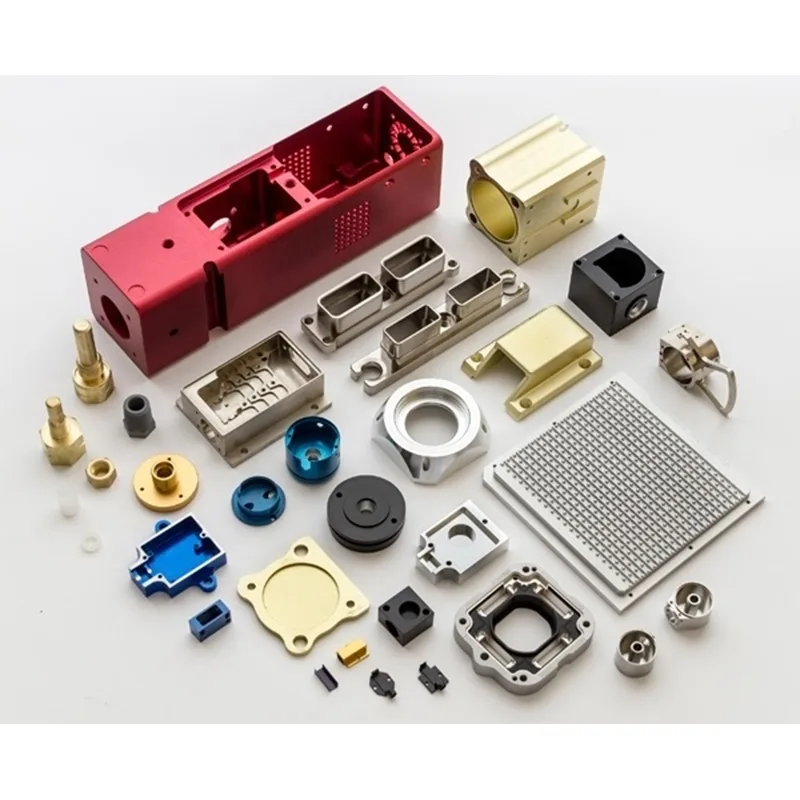
S-SEN Metal спеціалізується на дослідженні та розробці, виробництві та продажу деталей із покриттям. Завдяки технологічним інноваціям у своїй основі та стабільній якості як основі, ми надаємо клієнтам у всьому світі універсальні рішення для деталей із покриттям і покриттям. Наші деталі з гальмованим покриттям охоплюють різні підкладки, зокрема нержавіючу сталь, алюмінієвий сплав і сталь. Ми можемо налаштувати процеси обробки поверхні відповідно до конкретних завдань клієнтів, і наша продукція широко використовується в апаратних виробах, автомобільних деталях, електронному обладнанні, зовнішніх приміщеннях, будівельних конструкціях та багатьох інших галузях.
Як прямий виробник, ми усуваємо посередників, досягаючи наскрізного контролю від закупівлі сировини та виробництва до доставки готової продукції. Це забезпечує стабільність якості наших деталей із покриттям із покриттям і забезпечує клієнтам більш конкурентоспроможні ціни.
1. Гальваніка
За допомогою точного електролітичного процесу ми наносимо рівномірний шар нікелю, хрому або міді на поверхню металевих підкладок, ефективно покращуючи стійкість до корозії, зносостійкість і блиск поверхні деталей із покриттям. Цей процес підходить для різних підкладок, таких як нержавіюча сталь і алюмінієві сплави. Після оптимізації процесу товщина покриття є однорідною та постійною, з міцною адгезією, що відповідає потребам високоточних застосувань. Він широко використовується в точних електронних компонентах, апаратних аксесуарах та інших продуктах.
2. Гаряче цинкування
Наш процес гарячого цинкування занурює металеві частини в розплавлений цинк при 445 ℃-450 ℃, утворюючи щільний шар сплаву цинку та заліза та чистий цинковий поверхневий шар на підкладці. Цей метод металургійного з’єднання забезпечує міцну адгезію між покриттям і основою, забезпечуючи довготривалий ефективний захист від корозії зовнішньої фурнітури та конструкційної сталі, придатний для деталей із покриттям, що піддаються впливу вологих зовнішніх середовищ протягом тривалого часу.
3. Анодування та електролітичне фарбування
Цей процес в основному застосовується до деталей з покриттям із алюмінію та алюмінієвих сплавів. Завдяки електрохімічній реакції на поверхні підкладки утворюється тверда оксидна плівка, що значно покращує стійкість виробу до корозії, зносостійкість та ізоляційні властивості. Подальший процес електролітичного фарбування забезпечує стабільний, стійкий до вицвітання зовнішній вигляд із різними кольорами, придатними для деталей оздоблення автомобілів, електронних деталей оздоблення та інших продуктів, які потребують як естетики, так і продуктивності. Залежно від потреб його можна розділити на тип II (звичайне анодування) і тип III (жорстке анодування), які підходять відповідно для декоративних і вимогливих зносостійких застосувань.
1. Лікування почорніння
Через контрольовану хімічну реакцію на сталевій поверхні утворюється чорна оксидна плівка, яка забезпечує основний захист від іржі для деталей із покриттям, а також забезпечує просте та витончене матове покриття. Підходить для додатків, які вимагають стриманого зовнішнього вигляду, таких як механічні частини та інструменти.
2. Обприскування
Це включає як фарбування розпиленням, так і порошкове покриття. Фарбування розпиленням пропонує широкий діапазон кольорів і рівнів блиску для задоволення різноманітних декоративних потреб; Порошкове покриття значно покращує зносостійкість деталей із покриттям, забезпечуючи міцну адгезію та стійкість до відшаровування, що робить його придатним для продуктів з високими вимогами до захисту, таких як корпуси зовнішнього обладнання та компоненти приладів. Ми використовуємо професійне обладнання для розпилення, щоб забезпечити рівномірне покриття без нальотів, бульбашок та інших дефектів.
3. Полірування та чищення
Полірування створює глянсове, гладке покриття на частинах з нержавіючої сталі та мідним покриттям, зменшуючи дефекти поверхні та полегшуючи очищення. Чищення створює тонкі ниткоподібні текстури на поверхні підкладки, ефективно приховуючи дрібні подряпини та створюючи унікальний текстурований вигляд. Це підходить для деталей з декоративним покриттям із алюмінієвого сплаву та нержавіючої сталі, таких як меблева фурнітура та корпуси електроніки.
4. Піскоструминна обробка та електрофорез
Піскоструминна обробка видаляє забруднення та оксидні шари з поверхні підкладки, покращуючи шорсткість поверхні та створюючи хорошу основу для подальшого зчеплення покриття, забезпечуючи те, що покриття з покритих покриттям деталей не легко відшаровується. З іншого боку, електрофорез утворює однорідне, стійке до корозії покриття на підкладках з нержавіючої сталі та алюмінієвих сплавів. Щільне покриття забезпечує відмінний захист, що робить його придатним для точних деталей з високими вимогами до корозійної стійкості.

| Параметр Пункт | Специфікація | Застосовуваний процес | Матеріал підкладки |
|---|---|---|---|
| Товщина покриття | 0,1 мкм - 50 мкм (настроюється) | Гальваніка, анодування | Нержавіюча сталь, алюмінієвий сплав |
| Температура гарячого цинкування | 445 ℃ - 450 ℃ | Гаряче цинкування | сталь |
| Товщина анодованої плівки | Тип II: 10-15 мкм; Тип III: 35-50 мкм | Анодування та електролітичне фарбування | Алюмінієвий сплав |
| Товщина напилення | 50 мкм - 150 мкм (регульований) | Напилення (фарбування, порошкове фарбування) | Сталь, алюмінієвий сплав, нержавіюча сталь |
| Стійкість до корозії | Тест на нейтральний сольовий спрей: ≥48 год (з можливістю налаштування до ≥720 год) | Усі процеси | Усі застосовні субстрати |
| Шорсткість поверхні (Ra) | 0,1 мкм - 1,6 мкм (регульований) | Полірування, щітка, піскоструминна обробка | Нержавіюча сталь, алюмінієвий сплав, мідь |